R-TECH Materials received a P22 drain line tube from an MP steam header with the request to determine the cause of a wide-open rupture (see Figure 1). The operating temperature was 525°C. Two distinct parts to the rupture were evident; a longitudinal fracture which was associated with some bulging and two parallel fractures which were approximately 45° to the tube axis.

Figure 1 – Drain line tube section
The microstructure, close to and away from the failure, consisted of graphite nodules dispersed in a ferrite matrix (see Figure 2). Areas of these graphite nodules were grouped into localised bands and oriented at 45° to the tube axis. Graphite nodules are not normally present in carbon steels, though this can occur after long term exposure at temperatures between 427-597°C, a mechanism commonly known as graphitisation. There are two types of graphitisation; the first involves finely dispersed graphite evenly distributed throughout the microstructure. The second, and more damaging, involves localised planes or chains of graphite nodules, which were observed in the material. Multiple wide mouthed cracks were present at the inner and outer surfaces of the pipe (see Figure 4). These cracks were intergranular in nature and filled with oxide.

Figure 2 – General microstructure
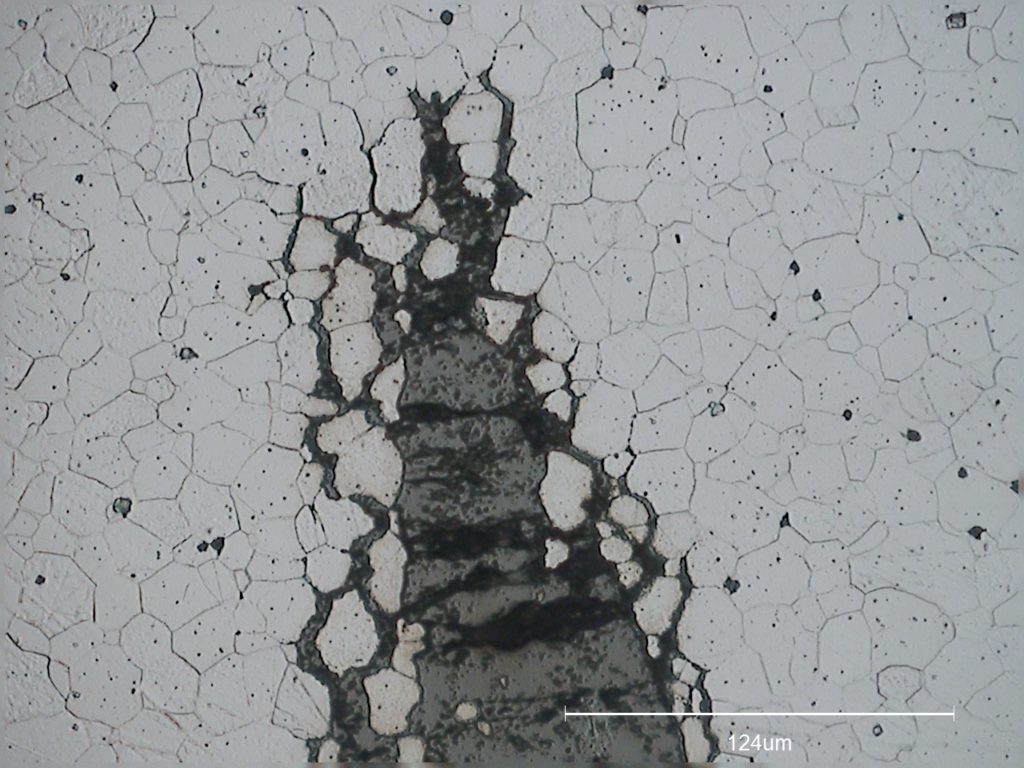
Figure 3 – Intergranular cracking
The cause of failure was due to the presence of creep cracks. These cracks had propagated to such an extent that the effective load bearing cross section could no longer withstand the applied hoop stress. This then led to fracturing along the longitudinal axis. The graphite nodule bands evident at a 45° angle to the tube axis then acted as a plane of weakness for fracture to propagate at 45° to the tube axis.
The chemical analysis and hardness measurements indicated that the P22 grade had not been used. Alloy steels with chromium and molybdenum additions (i.e. P22) exhibit significantly improved creep strength. For carbon steels the threshold temperature for creep is approximately 425°C, though for the P22 grade, the threshold temperature is approximately 540°C. Therefore if the P22 grade had been used the creep strength would have been significantly higher and failure may have been avoided.
A failure analysis of this type is a valuable and informative tool to reduce the likelihood of a repeat incident which improves safety and productivity and can enable evolution towards a better component.
To find out more about how we can help with any materials issues you may have visit r-techmaterials.com or email at sarah.bagnall@r-techmaterials.com