R-TECH Materials received a polycarbonate dining plate chop cover from a cruise ship (see Figure 1) with the request to determine the cause of cracking. This was one of thousands that were failing prematurely resulting in plastic fragments falling into consumers food. Cracking was observed after two weeks of usage and R-Tech were informed that the covers were washed at 72°C in a dishwasher using a product containing sodium hydroxide and sodium carbonate.

Figure 1 – Polycarbonate plate cover
A large crack was evident on the plate cover, along with craze cracking on the upper rim (see Figures 1 and 2).
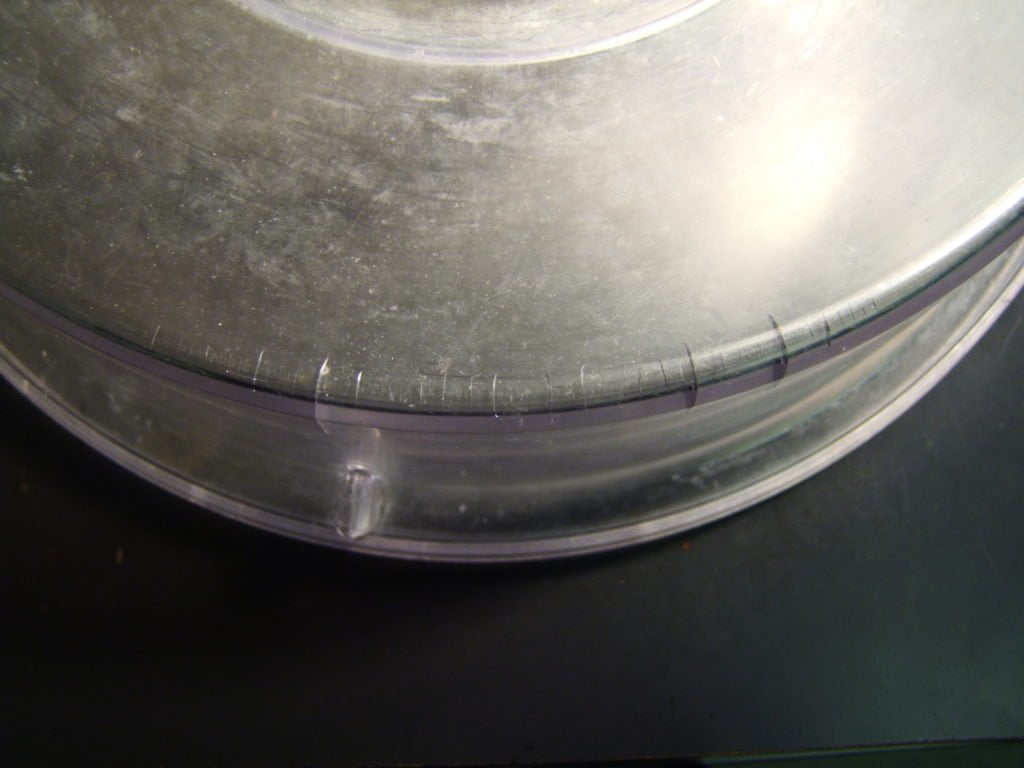
Figure 2 Plate cover – showing craze cracking on the upper the rim
A section was taken through the large crack so that the resultant section fell apart revealing the fracture surface (see Figure 3). The fracture surface exhibited concentric banding in the area of the upper rim. The orientation of the banding indicated that the fracture initiation point was at the outer part of the rim. The remaining fracture surface exhibited banding with clear directionality which pointed back to the crack origin.
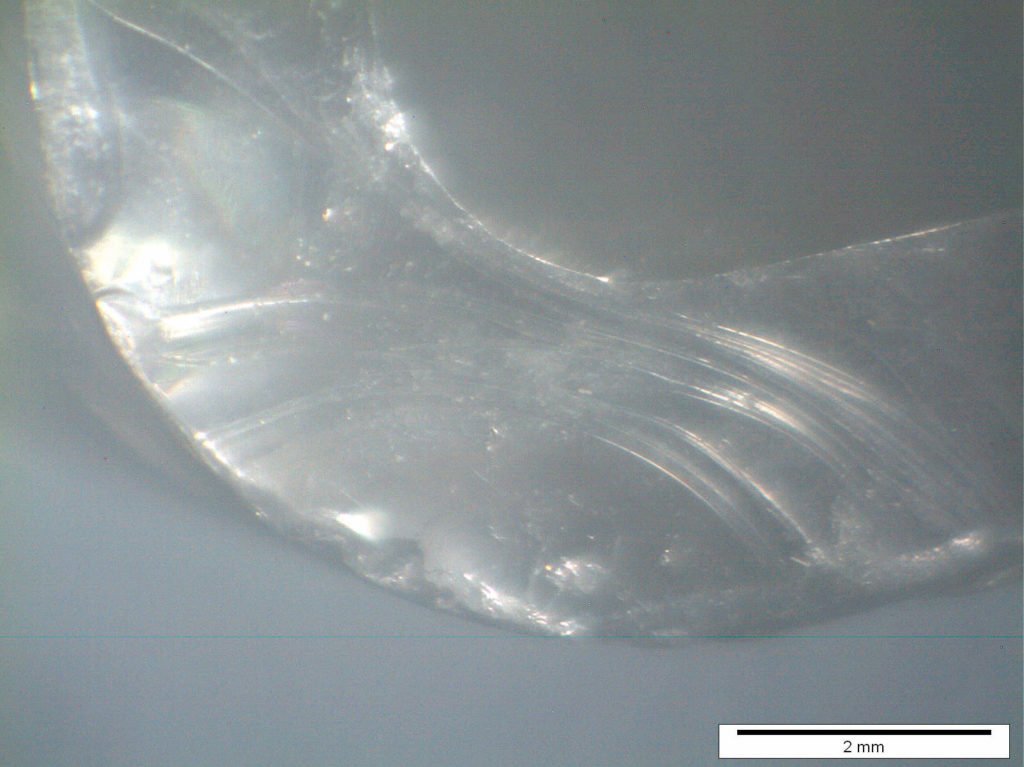
Figure 3 – Fracture surface of large crack
Examination using the scanning electron microscope revealed a series of alternating bands across the majority of the fracture which correspond to the crack extension cycles associated with slow crack growth (see Figure 4). Some areas of the fracture surface also exhibited river line patterns, (see Figure 5). These features are associated with more rapid crack growth. Contaminants observed on the fracture surface consisted predominantly of sodium, oxygen, chlorine, calcium and magnesium.
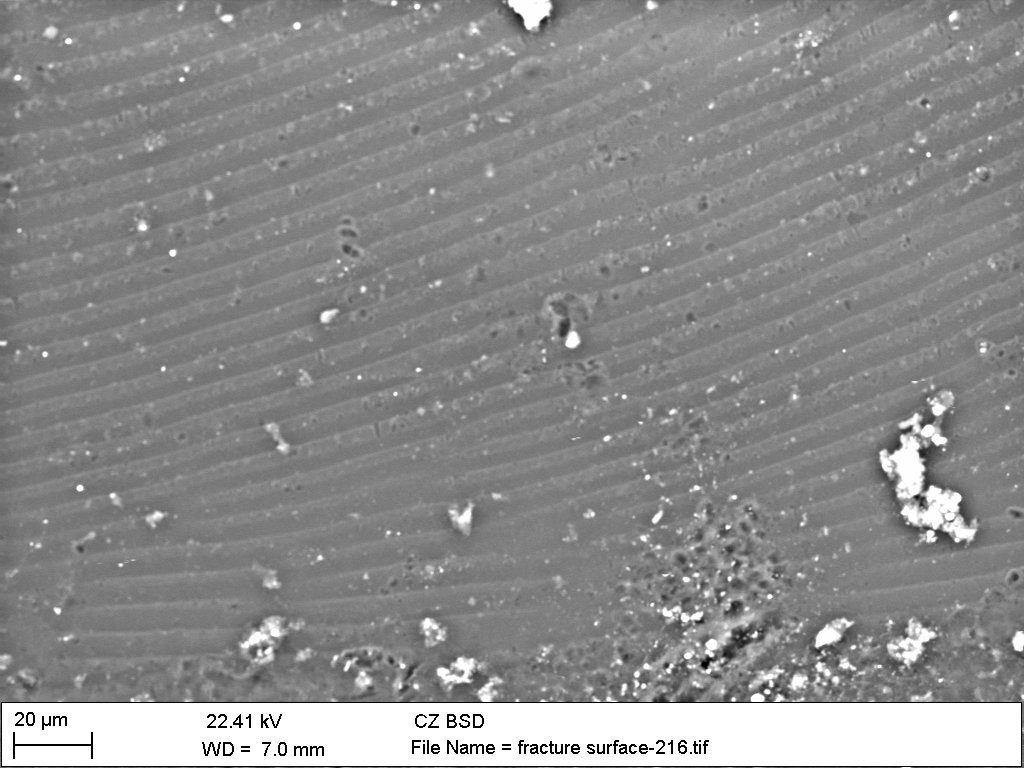
Figure 4 – Fracture surface, showing alternating bands
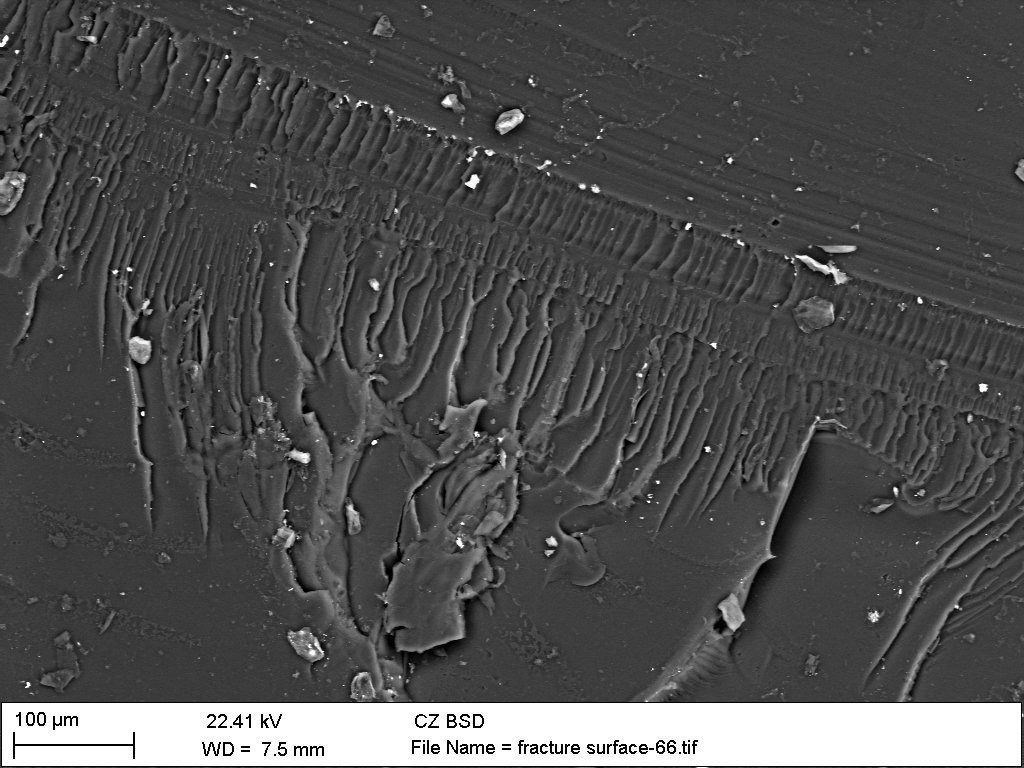
Figure 5 – Fracture surface, showing river lines
The features observed were consistent with environmental stress cracking (ESC). ESC is the premature initiation of cracking and embrittlement of plastic due to the simultaneous action of stress and strain and contact with specific substances such as sodium hydroxide. Polycarbonate is known to be particularly susceptible to ESC in sodium hydroxide. For ESC failures, cracks do not appear until exposure to specific chemicals.
Stresses can originate from poor design elements such as sharp corners or sudden changes in wall thickness. The cracking observed on the cover had initiated at the point of the bend; this area would have acted as a stress concentrator for cracks to initiate. In addition, the source of stress could be residual originating from the injection molding process. Moulded-in stresses are induced by unbalanced flow of the melt, un-equal freezing of the melt and over packing during the follow-up pressure phase of moulding. Polycarbonate components are highly susceptible to ESC, thus any residual stress must be kept a minimum; it should be possible to achieve minimum or even zero moulded-in stresses at the design stage. The following steps were recommended to minimize stresses during the injection moulding process:
a) Keep wall thicknesses as uniform as possible
b) Increase cycle time while increasing mould temperature
c) Anneal after moulding
d) Preheat moulded-in metal inserts
e) Avoid excessive packing time and pressure.
To find out how we can help with any materials issues you may have visit r-techmaterials.com or email at sarah.bagnall@r-techmaterials.com