Conducting an effective Root Cause Analysis (RCA) investigation provides the opportunity to understand and critically analyse all of the factors that have contributed towards a plant failure. Failure analysis is an essential tool that can be used within an RCA investigation to characterise defects that have caused or contributed to a plant failure event. Determining and understanding the failure mode is critical to being able to deduce the root cause of the failure and to implement remedial actions to prevent recurrence of similar failures.
In January 2020, new rules were introduced by the International Maritime Organisation to drastically reduce emissions of sulphur oxides (SOx). The International Convention for the Prevention of Pollution from Ships (MARPOL) Annex VI specifies a global and a local limit on the sulphur content in marine fuel. In order to conform to these restrictions, there are two options; either use fuels with low sulphur content or apply an exhaust gas cleaning system to reduce the total emission of SOx. The most commonly used cleaning system is where the exhaust gas is cleaned through a cloud of water, thereby removing SOx and reducing the harmful emissions generated by burning fuel. Sulphur oxides dissolve in the water, typically containing calcium hydroxide or calcium carbonate, which neutralise the SOx emissions (Schobert, 2014). The water is subsequently injected into the exhaust gas stream and discharged from the bottom of the scrubber. The scrubbing water must then be cleaned of particulate matter and other contaminants before being discharged out to sea (Komar et al, 1994).
R-TECH investigated the failure of an SOx scrubber system which suffered multiple pin hole leaks after only one month of operation. The material was intended to be manufactured from duplex stainless steel, UNS S32750.
The leak site, in-situ, is shown in Figure 1. The area of perforation is shown in Figures 2 and 3. The perforation was larger at the external surface and was associated with a dark brown coloured deposit confined to the area around the hole. At the internal surface, the area of perforation was associated with a black deposit with the remainder of the internal surface exhibiting a thin layer of dark brown coloured deposit. The deposit was found to consist predominantly of sulphur, oxygen, sodium and vanadium with small amounts of chlorine, potassium, calcium and magnesium.

Figure 1 – Leak site, in-situ

Figure 2 – perforation, external surface

Figure 3 – perforation, internal surface
Upon sectioning, the area of perforation exhibited significant undercutting and metal loss, which was scalloped in nature, see Figures 4 to 9. Additional metal loss was evident along the internal surface. The area of perforation and the metal loss observed in sample B had occurred though a seam weld with evidence of selective attack of the austenite phase, see Figures 10 and 11. This also revealed the presence of sigma phase and carbide/nitride precipitation at the delta ferrite phase boundary in the parent material, see Figures 12 to 13.

Figure 4 – Perforated area

Figure 5 – Perforated area
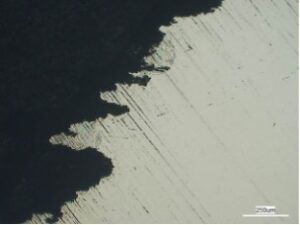
Figure 6 – Perforated area

Figure 7 – Pitting at internal surface

Figure 8 – Pitting at internal surface

Figure 9 – Pitting at internal surface

Figure 10 –Selective attack along metal loss wall

Figure 11–Selective attack along metal loss wall

Figure 12 – Carbide/nitride precipitation

Figure 13 – Carbide/nitride precipitation
The nature of the metal loss and the presence of a sulphur bearing species suggests that failure had occurred due to Microbiologically Induced Corrosion (MIC), from the internal surface. Microbiologically induced corrosion (MIC) is defined as corrosion that is influenced by the presence and activities of microorganisms (Beavers et al, 2006). MIC is found where water is always or sometimes present, especially where stagnant or low flow conditions allow and / or promote the growth of organisms (API 571, 2003).
Micro-organisms on the surface do not directly attack metal, but their by-products promote several forms of corrosion, including pitting, crevice corrosion and under-deposit corrosion. There are two main types of microbiologically induced corrosion, aerobic and anaerobic. Aerobic bacteria can only survive in the presence of oxygen, while anaerobic bacteria can only survive in its absence. Both of these types of bacteria modify the environment, creating a favourable situation for corrosion to occur (Ibars et al, 1992), creating crevices, differential aeration zones, or a more aggressive environment. In these cases, local breaks in the passivation layer on the steel surface are produced, resulting in more rapid local corrosion. The environment becomes more acidic under the bacteria colony on the surface, increasing the corrosive attack. Electrochemical cells can also be set up due to differential oxygen concentrations, again promoting localised corrosion.
The presence of a black, sulphur rich deposit may indicate the presence of iron sulphide which may suggest that the bacteria are of the sulphate reducing type, but this could only be confirmed by culturing a live sample of the bacteria. MIC as a result of sulphate reducing bacteria typically occurs at temperatures between 20 and 30°C, and at a pH between 6 and 8 (API 571, 2003). Sulphate reducing bacteria are anaerobic and their characteristic nature is that they reduce sulphates to sulphides and produce hydrogen sulphide. Sulphide generation can be due to this direct reduction by the SRB, though the generation of sulphide may also be due to complementary activity between different bacteria in a consortium; individuals in a consortium can produce nutrients which are required by other species (including the SRB). Colonies of SRB can form deposits that are then conducive to under deposit corrosion. In most cases, the resultant corrosion is due to differential concentration, though the production of hydrogen sulphide in a crevice region would also accelerate corrosion rates. Corrosion is normally self-limited due to the build-up of corrosion products. However, microbes can absorb some of these materials in their metabolism, thus removing them from the anodic and cathodic sites. The removal of corrosion products then accelerates corrosion.
Microbiological influenced corrosion is an important factor in aggressive pitting corrosion of duplex stainless steel in SOx scrubbers (Moskal, 2011). Sources of the bacteria can be from limestone and makeup water. The most severe corrosion is observed with sulphate reducing bacteria and that the conditions that promote bacteria colonization may be related to the grade of fuel burned (Moskal, 2011). It appears that units handling high-sulphur fuels may be more susceptible to MIC than units burning low sulphur fuels (Moskal, 2011). The unit should maintain operational usage as much as possible to ensure continued flow through the pipework and thus minimise the likelihood of MIC.
The chemical analysis for all sections examined complied with the UNS S32750 grade. The hardness levels were also considered acceptable. Duplex stainless steel (DSS) contains high levels of Cr, Mo, and Ni resulting in excellent corrosion resistance and good pitting corrosion resistance. However, these materials are still susceptible to MIC. Significant chromium carbide/nitride precipitation was evident at the delta ferrite phase boundaries of the parent materials, seam welds and circumferential butt-welds. Precipitation of carbides and nitrides can greatly reduce the corrosion resistance of duplex stainless steels. Since some of the main alloying elements of duplex stainless steels i.e. chromium and molybdenum possess a high affinity for carbon, the tendency to form carbides is high (Knyazeva, 2013). Further, carbides precipitate preferentially at the ferrite/austenite phase boundary since these sites are high in chromium and are associated with a high defect density as expected. The presence of chromium rich carbides/nitrides results in the formation of a wide chromium-depleted area adjacent to the precipitate. This increases the likelihood of corrosion and selective attack which takes place in the austenitic phase (Knyazeva, 2013), as observed for the perforated tube. Sigma phase was also present in the pipe parent of the pipe to pipe circumferentially welded section. Sigma phase can also increase susceptibility to corrosion and has a detrimental effect on impact toughness.
Carbide/nitride and sigma precipitation are a time and temperature dependent process. The presence of chromium carbides/nitrides and sigma phase in the parent materials indicates that the heat treatment of the pipework during manufacture was inadequate. It is important to keep the time between exiting the furnace and water quenching as short as possible. Carbides/nitrides were also evident in the seam weld which may suggest inadequate heat input during welding (Knyazeva, 2013). The heat input during welding should be optimised so that the cooling rate is quick enough to avoid the presence of detrimental phases, though not so fast that there remains excessive ferrite in the vicinity of the fusion line.
It is important to keep the time between exiting the furnace and water quenching as short as possible. Further, the heat input during welding should be optimised so that the cooling rate is quick enough to avoid the presence of detrimental phases, though not so fast that there remains excessive ferrite in the vicinity of the fusion line. In order to further reduce the likelihood of MIC, the unit should maintain operational usage as much as possible to ensure continued flow through the pipework.
References
[1] American Petroleum Institute 571 (2003). Damage Mechanisms Affecting Fixed Equipment in the Refining Industry, First Edition, Microbiologically Induced Corrosion (MIC). Section 4.3.8.
[2] Beavers A., Thompson N.G. (2006). External corrosion of Oil and Natural Gas Pipelines in ASM Handbook Volume 13C Corrosion: Environments and Industries. Page 1017.
[3] Journal article Ibars, J.R., Moreno, D.A., Ranninger C. (1992). Microbial Corrosion of Stainless Steel. Microbiologia, 8(2), 63-75.https://pubmed.ncbi.nlm.nih.gov/1492953
[4] Book chapter Komar, I., Lalic, B. (1994). Sea transport air pollution. In F. Nejadkoorki (Ed.), Current air quality issues (2015), IntechOpen.
[5] Journal article Knyazeva, M. (2013). Duplex Steels. Part II: Carbides and Nitrides. Microstruct. Anal. 2, 343–351
[6] Article Moskal M. (2011). EPRI Corrosion of Wet Flue Gas Desulfurization Systems in the conduit. 11 (1).
[7] Book Schobert H. H. (2014). Acid rain. Energy and Society: An Introduction, Second Edition. CRC Press.